What is the Electrical Discharge Machining (EDM) process?
Electrical discharge machining (EDM) is a non-traditional form of precision machining that uses thermal energy instead of mechanical force to remove material from a workpiece.

What is the electrical discharge machining (EDM) process?
Electrical discharge machining (EDM) is a non-traditional form of precision machining that uses thermal energy instead of mechanical force to remove material from a workpiece. It is sometimes referred to as Spark Machining since it utilises electrical sparks that are near 8000º C to 12000º C.
Engineers often turn to EDM when machining processes such as CNC milling and CNC turning cannot produce the desired cut, such as sharp internal corners or a particularly deep cavity. However, EDM manufacturing only works for electrically conductive materials like hardened steel, titanium and aluminium.
Read on for an introductory guide on EDM machines, the various types of electrical discharge machining available, the EDM processes for each type and the type of EDM machine they use, and what EDM machining process is best for your project.
{{cta-banner}}
EDM Processes
Electrical Discharge Machining (EDM) is a non-traditional machining process that uses electrical sparks to erode a material, enabling the machining of intricate shapes in hard, conductive materials. The process involves an electrode and workpiece separated by a dielectric liquid, which breaks down at the point of the electrical discharge, creating a spark.
EDM Machining Process
The Electrical Discharge Machining (EDM) process is a highly precise method of metal removal. It involves creating a path of electrical discharge between an electrode and the workpiece. The intense heat generated by the electrical sparks, which can reach temperatures of up to 12,000 degrees Celsius, melts and vaporises the material. The debris is then removed by a dielectric fluid.
Types of EDM
Electric discharge machining can be divided into three common types, Die sinking EDM, Wire EDM and hole drilling EDM.
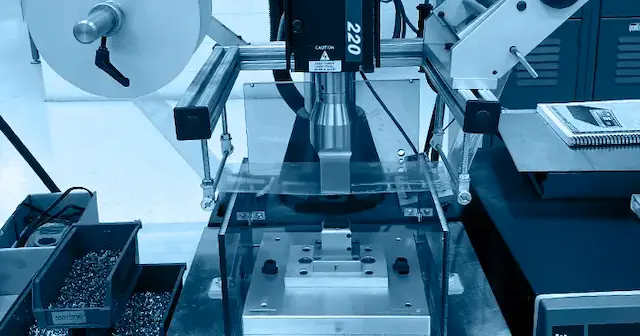
Die sinking EDM
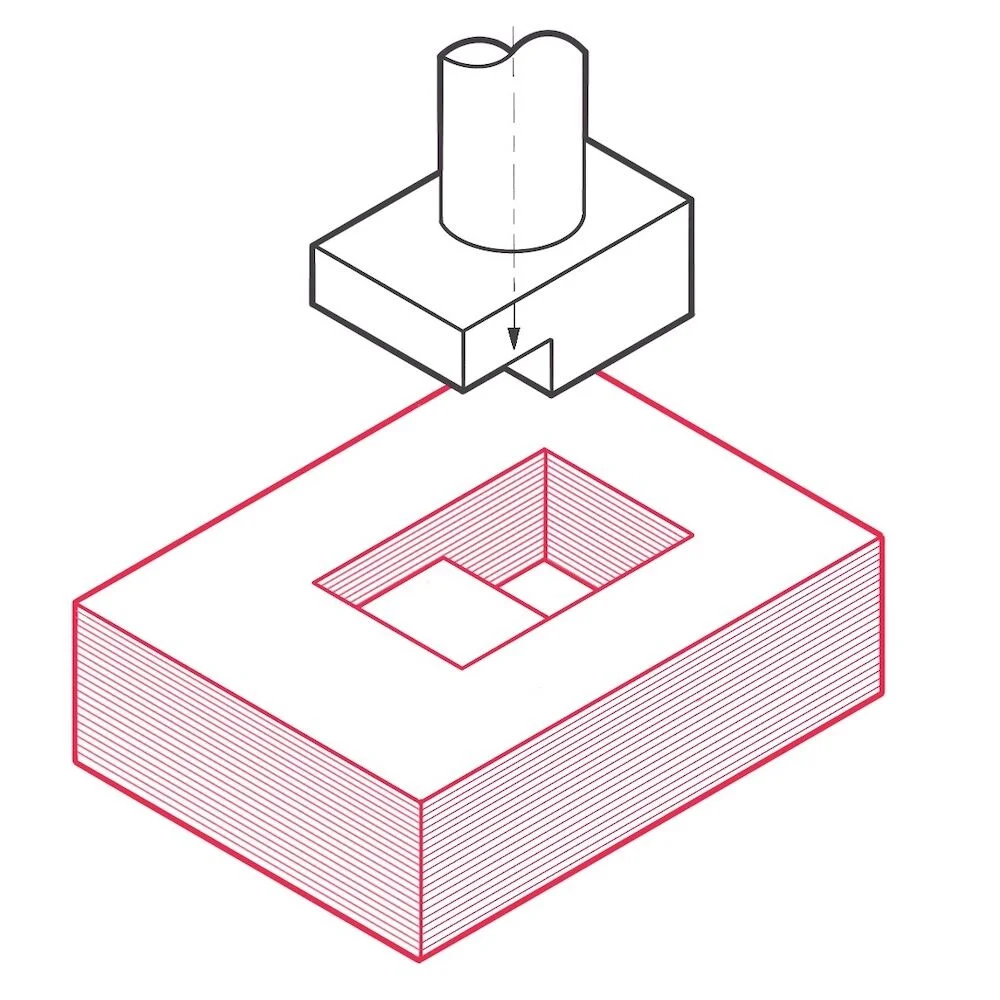
Die sink EDM (also known as Ram EDM, conventional EDM, or cavity-type EDM) is the best Electro Discharge Machining for creating parts with complex cavities. It is also the method chosen for solving the sharp internal corner issue when CNC machining. This method utilises graphite or copper electrodes, a dielectric fluid, and an electric spark induced between the electrode and the workpiece.
In the first step of this process, an electrode is produced in the reverse shape of the required cavity. This forms the die. A voltage is then induced between the die and the electrically conductive workpiece while submerged in a dielectric fluid like oil.
The die is slowly lowered towards the workpiece until ‘electric breakdown’ occurs and a spark jumps the ‘spark gap’. This vaporises and melts material from the workpiece while dielectric fluid subsequently carries any ejected particles away. A small amount of the electrode is also often eroded during this process.
As the series of high-frequency sparks repeatedly removes a small amount of material from the workpiece, the desired shape will begin to take place and be precisely cut out. This sinker EDM process can be depicted in the image below:
Every aspect of this process, between the servers, power supply, and position of the electrodes, is completely controlled through precision machining.
Wire EDM
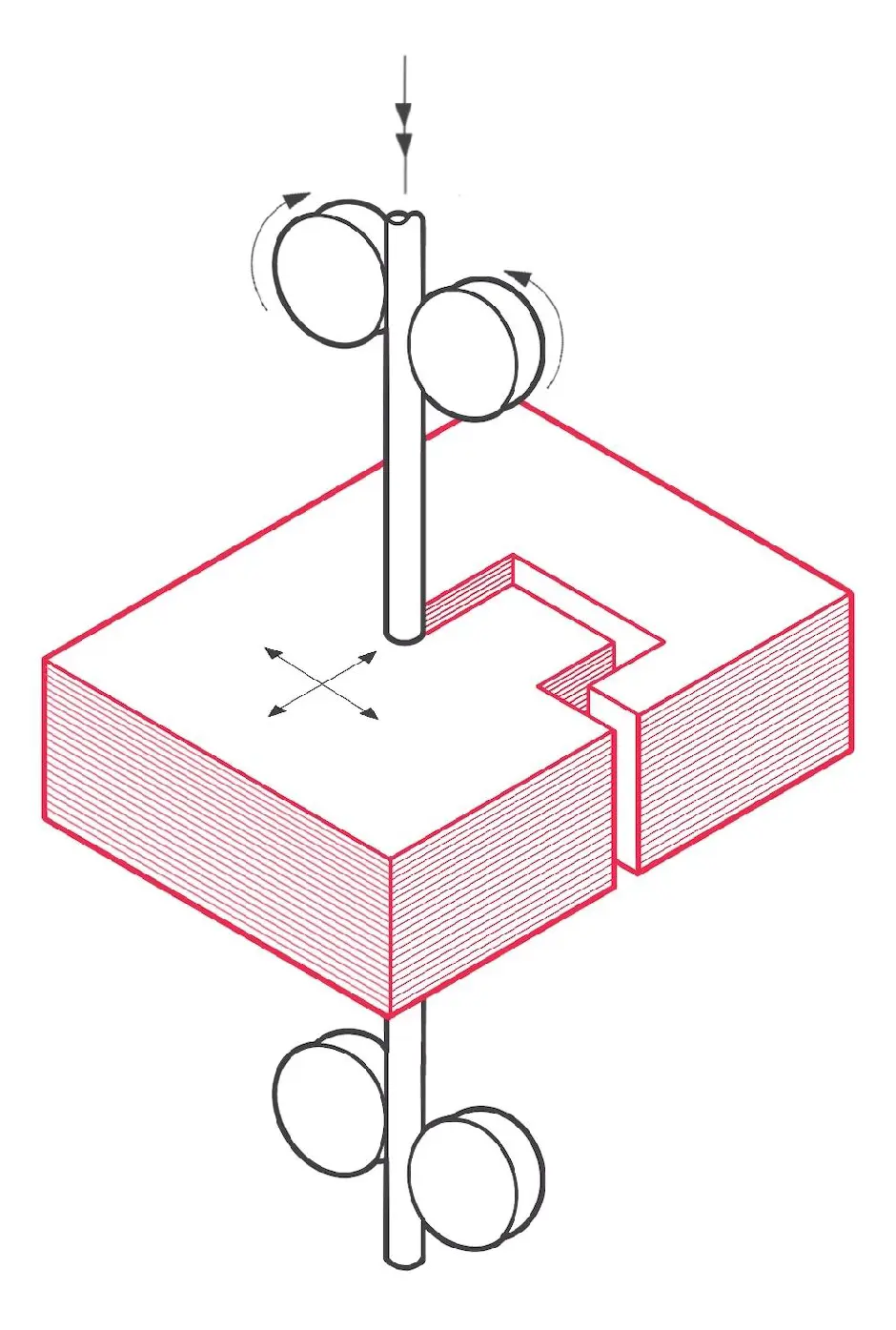
Wire EDM, otherwise known as wire erosion, is commonly used to produce extrusion dies. It cuts using the same mechanism as die-sinking. However, the die is replaced with a very fine electrically charged wire which will work as the electrode. This machining method is comparable to a cheese cutter, making a two-dimensional cut in a three-dimensional part.
The wire is usually very thin, with a diameter of around 0.05mm to 0.35mm. A fresh wire is automatically spooled throughout the machining process to avoid using burnt wire and to ensure precise cutting. The below image illustrates the way wire is utilised in wire EDM:
This process will produce incredibly precise cuts. However, if you are looking to cut sharp inside corners, it’s important to note that wire EDM alone won’t be able to give you true square corners. The wire and spark gap will create a tiny radius of about 0.13mm to 0.15mm, but this can be smaller or larger depending on the diameter of the wire.
If that is not sufficient for your project, a small dog-bone corner can be applied to create perfectly square internal corners. Read our guide on how to machine square corners for more information on the best ways to machine sharp internal corners.
Sometimes it is necessary to start a cut from the centre of a part rather than from one of the edges. For example, machining a complex shape in the centre of an extrusion die. If that’s the case, hole drilling EDM can make a small hole for the wire to be threaded through for wire EDM machining.
Hole drilling EDM
As the name implies, Hole drilling EDM (or small hole drilling EDM) is used to machine holes. However, this technique can accurately machine extremely small and deep holes that don't require deburring compared to traditional hole drilling methods.
This method also uses the same fundamental principles as die-sinking EDM. However, the cut is made with a pulsing cylindrical electrode with dielectric liquid fed into the cutting area while moving deeper into the workpiece.
This method has been key to the advancement of high-temperature turbine blades, as it allows for very intricate cooling channels to be manufactured inside the turbine blades.

Advantages of EDM
Greater design freedom
One of the main advantages of electrical discharge machining is that it allows for complex shapes and depths to be cut, which would be impossible with other conventional traditional machining methods. These include undercuts and perfectly square internal corners. The machining process does not create a burr, which is an additional benefit.
See our CNC machining design guidelines for more possibilities available through CNC machining and Electro Discharge Machining.
Distortion-free machining
In contrast to conventional machining methods, the tool never comes into direct contact with the workpiece in this process. With no forces acting on the part, there is no distortion. This enables very thin features to be machined without the risk of breaking. Furthermore, the lack of distortion means very tight tolerances of +/- 0.012mm can be achieved.
High-quality surface finish
Conventional material removal processes such as CNC milling leave machining marks on the workpiece that require post-machining finishing to remove. EDM has zero-directionality to the surface finish, making uniformly smooth surfaces possible without additional treatment. However, quick EDM processing can leave behind a slight bead blasted-like texture.
See our guide on selecting the right surface roughness for CNC machining for a more in-depth look into what the best surface roughness will be for your project.
Precision
Limited in terms of its efficiency in producing high-volume orders, EDM is very well-suited for producing small parts and prototypes due to its high levels of precision. For example, this technique is often employed within the automotive industry, where high levels of precision are required to produce intricate engine components.
Not affected by material hardness
A key feature of electric discharge machining is that it can machine through any material as long as it is conductive. This means that tough materials such as Inconel and Tungsten carbide can be machined.

Disadvantages of EDM
Low material removal rate
The material removal rate is low when compared to conventional machining methods. As the manufacturing process is very power-intensive, the increase in manufacturing time impacts the overall cost. As a result of this, EDM is not an effective method to use for large-scale projects, and as such is often overlooked for alternative methods.
Not all materials can be machined
For a material to be processed using electrical discharge machining, it must be electrically conductive. It should also be considered that although the process is technically stress-free, machining there is still a thermal process that can alter the metallurgy of the workpiece.
Cost of the electrode
For die-sinking EDM, a custom electrode that is reverse of the feature is required. At low manufacturing volumes, machining the electrode can seem expensive, however, at higher volumes, this additional cost can be absorbed across many components.
Carbon footprint
Due to the amount of electricity required in order for Electro Discharge Machining to take place, it does not represent an environmentally-conscious method of machining. As more and more companies globally look to introduce measures in order to reduce their carbon footprints, other methods of machining that require less electricity, and are therefore less harmful to the environment, are favoured over EDM.
What surface finish can be achieved with EDM?
As with all machining processes, there is a balance between cutting speed and surface finish quality. It is common for the initial cut to be faster and rougher, then the subsequent cuts made at a slower speed to produce a clean surface finish. Further tool passes can be made at slower speeds to create an excellent surface finish, but this increases machining time and thus cost.
What is the accuracy of EDM?
EDM can work to very tight tolerances, +/- 0.012mm. This is why the aerospace and medical industry utilise the process.
What materials can be machined by EDM?
On the whole, all conductive materials can be machined with electrical discharge machining. Certain materials, such as aerospace grade high-nickel alloys, can present some machining challenges. However, often the solution lies in changing the electrode material or machining speed. The main factors that influence the choice of electrode material are the electrode’s conductivity and resistance to erosion.
When to use EDM
Some applications for electro-discharge machining may include:
- Micro-hole drilling
- Cutting sharp internal corners
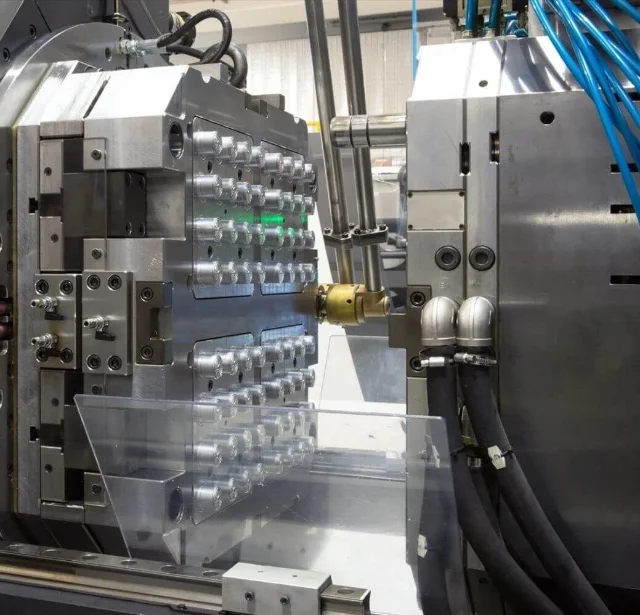
- Creating injection moulding tools
- Cutting extrusions
- Cutting rotary forms
- Drilling curved holes
- Engraving on hard materials
- Removing broken tools from workpieces
Summary
Electrical discharge machining is an excellent method to use in conjunction with a traditional machining method such as CNC machining when parts have specific geometrical requirements. Also, the ability of the process to machine hard materials make it an attractive option when working with materials like Inconel. However, the machining process is relatively slow, so high-volume tasks are not well suited for this method. Watch this video tutorial for a visual walkthrough of the processes involved within EDM.

For more information on machining methods, industry insights, and more, why not check out our technical toolbox. Or, if you have a part you would like to get made, request a free quote from us now.
Leave it to our manufacturing specialists
Get a 24 hour, engineer made quote and design review to start your manufacturing project off on the right foot

Get your production-ready quote in 24 hours
All projects are reviewed by real engineers to ensure accuracy, catch mistakes and unlock DFM improvements





Our services
From 3D printing to CNC machining, we’re experts in manufacturing bespoke precision parts on tight time-frames


Other services
It’s rare you only need CNC machining services. We offer 3D printing, moulding, casting, extrusion, fabrication, assembly, welding & more.
Get your production-ready quote in 24 hours
All projects are reviewed by real engineers to ensure accuracy, catch mistakes and unlock DFM improvements
Working with Get It Made for all our prototyping was an absolute pleasure. Next to immediate response, fast lead times, often arriving before the stated date. Their attention to detail and customer service were second to none. and all at the most competitive price point that could't be beaten in the U.K.


Get It Made are at top of their game when it comes to reliability and quality. We trust Get It Made to deliver parts on time and within tolerance. We can't speak highly enough of their customer service. Get It made are quick to reply to enquiries and keep you well informed throughout the whole process.


Get It Made were able to deliver an accurate and quick service delivering a set of high fidelity prototypes expertly finished, ready for user testing. They offered a range of fabrication options and materials to choose from, tailoring the service to our specific budget, timeframe and material requirements. Can't recommend enough.


Get It Made have over the years been able to take on from simplest to the most complicated of jobs with ease, providing expert advice, good prices and reliable lead times. No job has been too big or too small, either in size or volume. We would strongly recommend Get It Made; you won't be disappointed!


We initially started working with Get It Made, as we needed a high quality product developed within a very short lead time. The entire process went very smoothly and we received the products ahead of schedule. We were pleased with the final results and we found working with Luke very easy, as he offered good technical advice.

When we were looking to have parts manufactured, we had tight deadlines with an even tighter budget. Get It Made understood our constraints and worked with us closely to get our parts to a higher standard than we expected. I can not recommend Get It Made enough. They are professional, communicative, and the parts are fantastic.


The Get It Made team are very responsive and knowledgeable, fully owning a project throughout, providing superb communication. Transparent pricing structure and rapid quotation turnaround is by far the quickest I've experienced, reducing time to manufacture. Get It Made are a pleasure to work with.

Bespoke quote in 24 hours
Get It Made is proud to provide a human service. Get a quote and free design review by an experienced engineer to see how we make manufacturing simple.