Injection Moulding Surface Finishes
Unlike other machining processes, a plastic injection moulding surface finish is achieved during the injection moulding process, rather than an additional step of finishing once a mould has been manufactured.

Injection Moulding Surface Finish Standards
As well as the product's design being determined prior to the process taking place, so too is its desired finish. The injection moulding surface finish standards are predominantly determined via The Plastic Industry Association’s Industry Standards, a body formerly known as the ‘SPI’. Within these SPI standards, the full range of finishing standards and grades are outlined, stretching from A-1 to D-3, detailing the surface roughness of each finish. An alternative finishing standard, known as VDI, is also available.
SPI Surface Finish
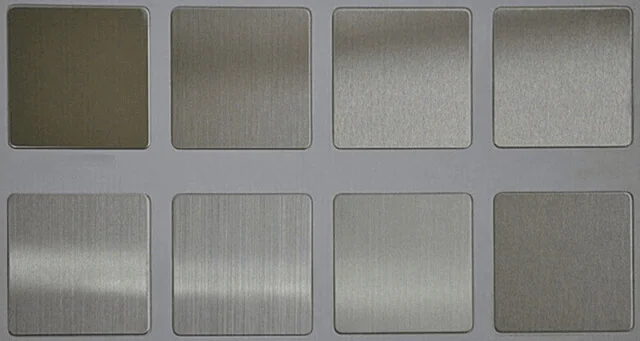
The SPI Plastic surface finish types are outlined by the Plastics Industry Association, an authority on surface finishing. This independent body categorised these surface finishes into four separate grades based on surface roughness, ranging from a glossy to a textured finish. Each of these finish options is assigned a grade - A, B, C and D.
{{cta-banner}}
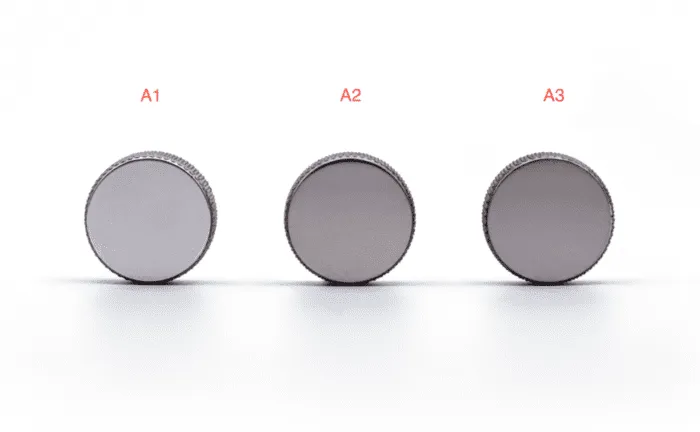
Grade A - Finished with diamond buffing. (Glossy finish)
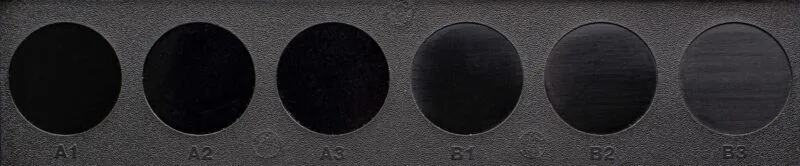
This category is the highest industry grade finish. A rotary tool, supplemented with diamond paste, provides the glossiest finish possible. Within Grade A, there are three internal levels, determined by the extent of polish; these levels rank A-1, A-2, and A-3.
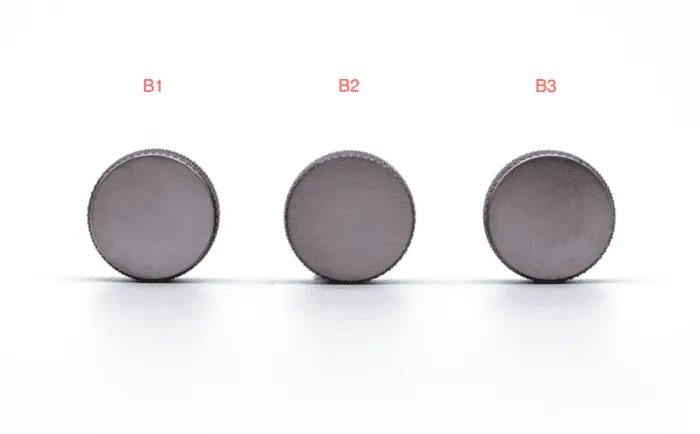
Grade B - Finished with grit sandpaper (Semi-gloss finish)
This finish can achieve a level of ‘semi-gloss’ and boasts a distinct pattern due to the sanding technique employed. Once again, the finish contains three internal levels, this time determining the level of sanding grit, which ranges from 600 to 400 to 320, which corresponds to levels B-1, B-2, and B-3. B-1 is considered semi-gloss, with this gradually decreasing through B-2 and B-3.
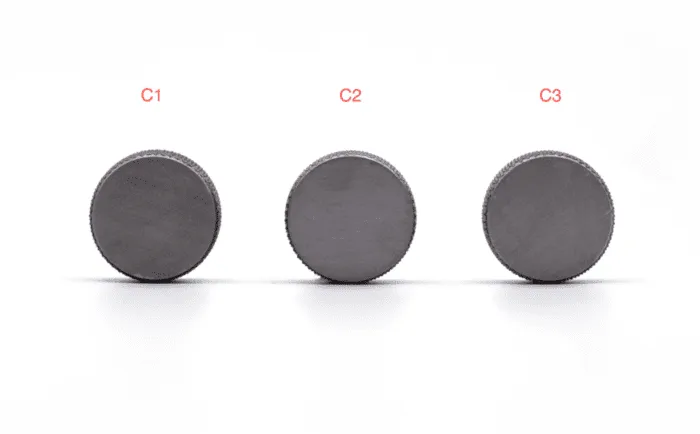
Group C - Finished with grit sanding stones (Matte-gloss finish)
This method is employed for those looking for a matte finish on their product(s). The grit of the stones, just like grade B, is measured from 600 to 400 to 320, resulting in levels of C-1, C-2, and C-3. The higher the grit, the more polished the mould.
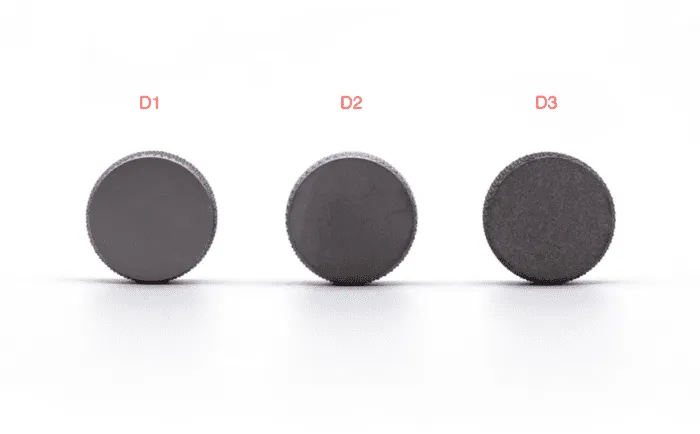
Group D - Finished with pressure blasting, using glass beads or aluminium oxide grains. (Textured finish)
This finishing technique is typically used to achieve a flat finish on plastic materials, and internal levels rank D-1, D-2, and D-3.
VDI Surface finish
VDI Surface finish refers to the mould texture standard set Verein Deutscher Ingenieure. Whilst this process can be undertaken via traditional texturing methods, it is most commonly achieved by applying electrical discharge machining, otherwise known as ‘EDM’. Common questions asked are ‘what is the difference between SPI and VDI?’ and ‘what does VDI mean in surface finish terms?’. From a finishing perspective, the answer is simple, as the smoothest grade of VDI is equal only to a C grade SPI, suggesting that SPI is of greater quality, as it can achieve a smoother finish than is possible via VDI.
The above tables demonstrate the difference in finish standards between VDI and SPI, as the highest quality VDI finish is equivalent to, and used for the same applications as, a C-grade SPI. However, due to this disparity in quality, there is also a disparity in price, as SPI is on average more expensive.
What factors to consider when choosing a surface finish
Firstly, and potentially most importantly, cost. Ensuring your desired surface finish is cost-effective is of paramount importance. For example, in terms of SPI Surface finish, a grade A finish, which entails diamond buffing, is a more expensive and time-consuming option than grade C, which is finished with grit sanding stones.
Secondly, logistics. Different surface finishes take different time frames to be manufactured, and factors such as production deadlines need to be accounted for.
Visual Appeal
The desired visual appeal of the product manufactured dictates the SPI finishing method employed. For example, if for cosmetic purposes you desired a glossy finish to a product, such as a brick of lego for instance, an A-1 SPI finish would be used, rather than a C-2 finish, which would achieve a matte effect.

Functionality
Once start-up costs for this process are paid, injection moulding offers a highly cost-effective opportunity for manufacturing in high volumes. The process can be replicated a vast number of times if only one mould is required, producing a vast volume of material, with minimal added costs due to the early investment covering machining costs.
Cost
In addition to the high start-up costs of injection moulding machining, the higher the grade used in this process, such as an A-1 finish, for example, the greater the cost of production.
The design of a product is also important in limiting expenditure. If a design is simple and easily replicated, it can be manufactured repeatedly in large volumes using the same mould, representing a cost-effective production method. Using the same mould for the process, rather than designing and installing multiple alternatives, enables lower costs and quicker production times.
However, if there is variation between designs, multiple moulds will need to be manufactured, thus requiring greater investment.
To find out more about injection moulding services and costs from Get It Made, contact us for a free quote, get in touch with our team or head to our technical toolbox for more information.
Types of plastic and the best finishes to choose from
The tables below demonstrate the suitability of various different plastics for desired industry-standard SPI finish. SPI standard surface finishes.
Grade A finish (Gloss)
Grade B finish (Semi-gloss)
Grade C finish (Matte)
Grade D finish (Textured)
Leave it to our manufacturing specialists
Get a 24 hour, engineer made quote and design review to start your manufacturing project off on the right foot

Get your production-ready quote in 24 hours
All projects are reviewed by real engineers to ensure accuracy, catch mistakes and unlock DFM improvements






Our services
From 3D printing to CNC machining, we’re experts in manufacturing bespoke precision parts on tight time-frames


Other services
It’s rare you only need CNC machining services. We offer 3D printing, moulding, casting, extrusion, fabrication, assembly, welding & more.
Get your production-ready quote in 24 hours
All projects are reviewed by real engineers to ensure accuracy, catch mistakes and unlock DFM improvements
Working with Get It Made for all our prototyping was an absolute pleasure. Next to immediate response, fast lead times, often arriving before the stated date. Their attention to detail and customer service were second to none. and all at the most competitive price point that could't be beaten in the U.K.


Get It Made are at top of their game when it comes to reliability and quality. We trust Get It Made to deliver parts on time and within tolerance. We can't speak highly enough of their customer service. Get It made are quick to reply to enquiries and keep you well informed throughout the whole process.


Get It Made were able to deliver an accurate and quick service delivering a set of high fidelity prototypes expertly finished, ready for user testing. They offered a range of fabrication options and materials to choose from, tailoring the service to our specific budget, timeframe and material requirements. Can't recommend enough.


Get It Made have over the years been able to take on from simplest to the most complicated of jobs with ease, providing expert advice, good prices and reliable lead times. No job has been too big or too small, either in size or volume. We would strongly recommend Get It Made; you won't be disappointed!


We initially started working with Get It Made, as we needed a high quality product developed within a very short lead time. The entire process went very smoothly and we received the products ahead of schedule. We were pleased with the final results and we found working with Luke very easy, as he offered good technical advice.

When we were looking to have parts manufactured, we had tight deadlines with an even tighter budget. Get It Made understood our constraints and worked with us closely to get our parts to a higher standard than we expected. I can not recommend Get It Made enough. They are professional, communicative, and the parts are fantastic.


The Get It Made team are very responsive and knowledgeable, fully owning a project throughout, providing superb communication. Transparent pricing structure and rapid quotation turnaround is by far the quickest I've experienced, reducing time to manufacture. Get It Made are a pleasure to work with.

Bespoke quote in 24 hours
Get It Made is proud to provide a human service. Get a quote and free design review by an experienced engineer to see how we make manufacturing simple.