M56 Metric Thread Dimensions and Pitch
Below are the key dimensions for M56 metric threads: pitch, tap drill and clearance drill according to ISO 724:2023.
M56 Coarse (standard) |
|---|
| M56 Pitch: 5.5mm |
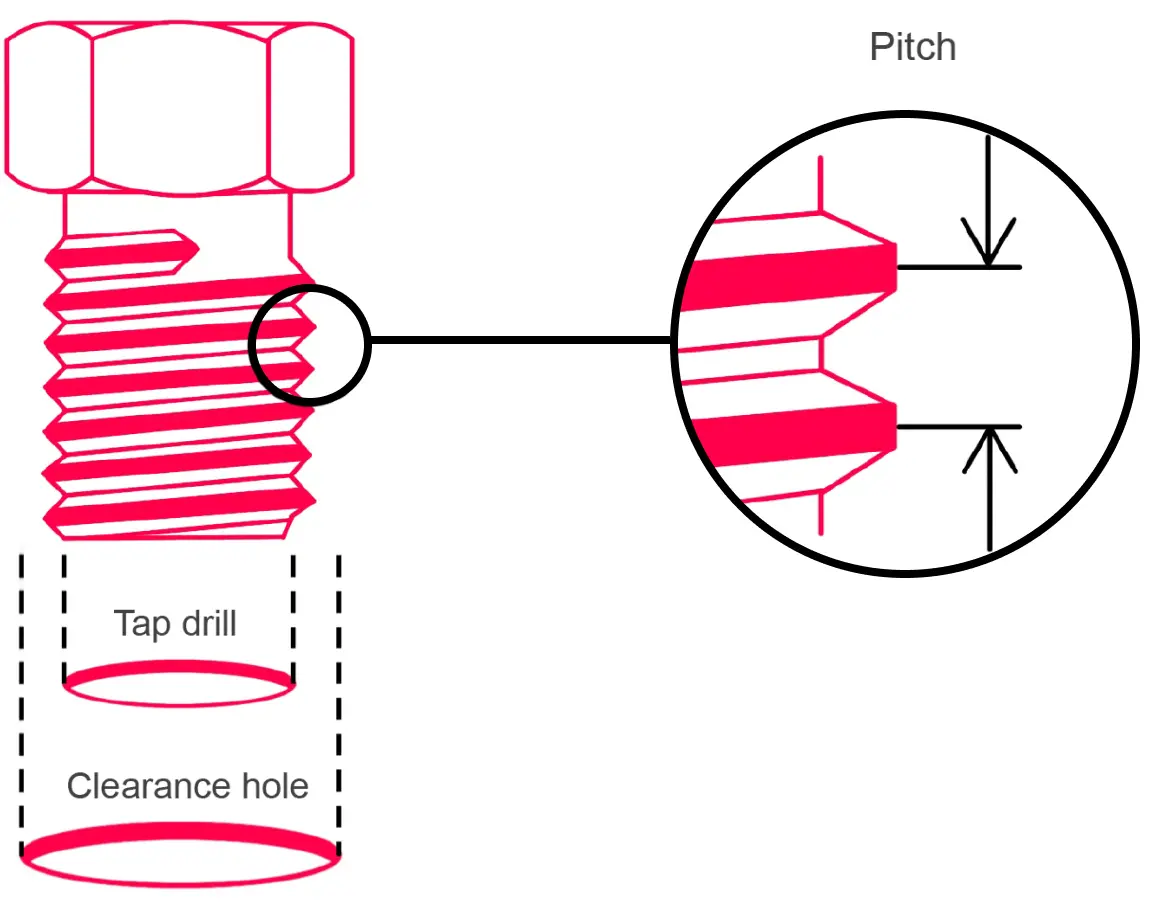
| M56 Tap Drill: 50.5mm |
| M56 Clearance Drill: 62mm |


M56 Metric Thread
Welcome to our M56 Metric Thread Page, your go-to hub for swift metrics on M56 metric threads. We've curated a broad database for all standard metric threads you'll need for your parts, emphasising critical measurements like thread pitch, tap drill, and clearance drill. It's a complete solution for engineers, machinists, and hobbyists in need of reliable, precise data.
M56 Coarse Pitch Dimensions
| Nominal Size | d=D | p | r | d2=D2 | d3 | D1 | h3 | H1 | Tap Drill |
|---|---|---|---|---|---|---|---|---|---|
| M56 | 56 | 5.5 | 0.794 | 52.428 | 49.252 | 50.046 | 3.374 | 2.977 | 50.5 |
M56 Fine Pitch Dimensions
All dimensions stated in are mm (millimetre)
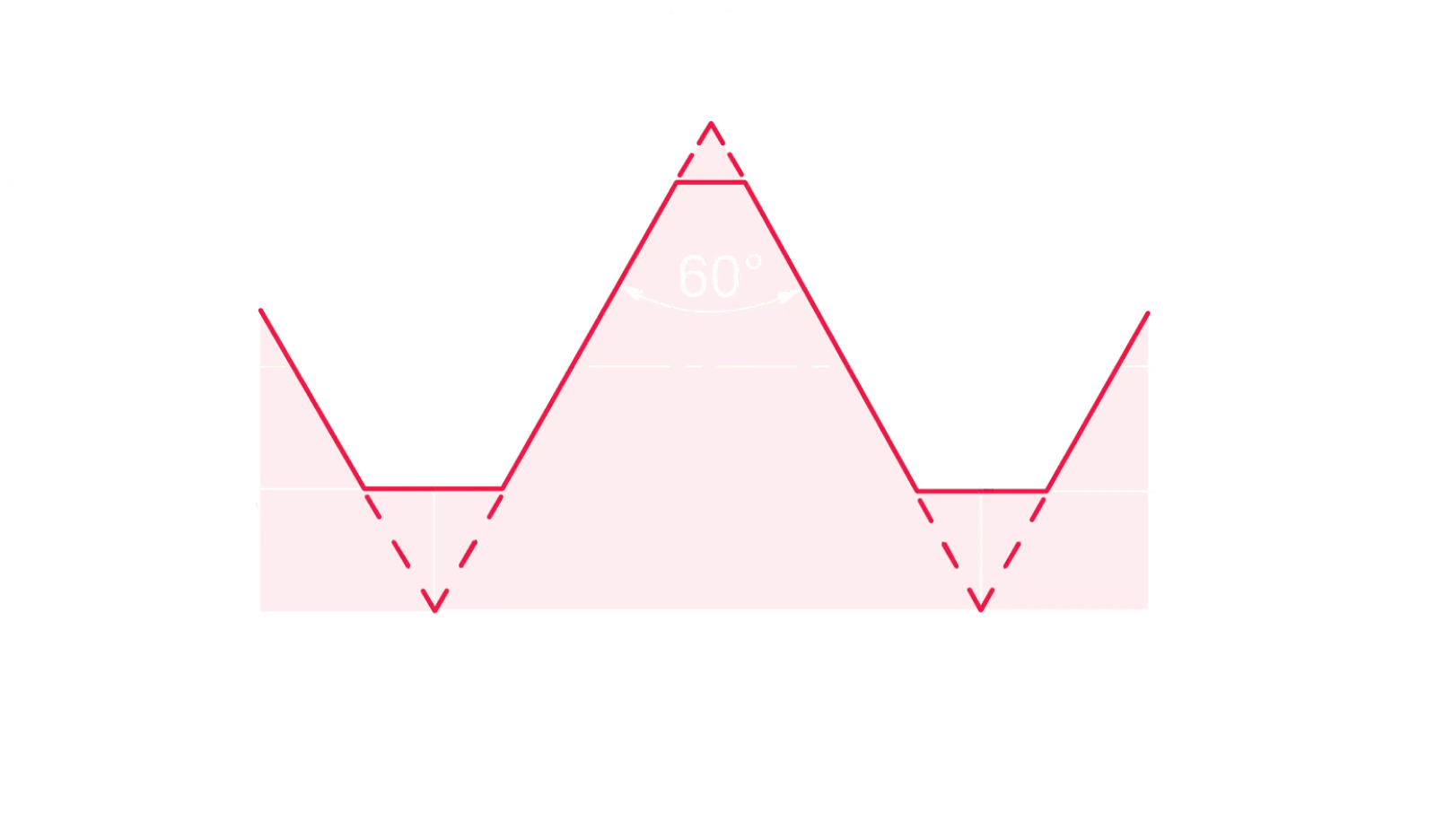
ISO Metric Thread profile
Major Diameter
The Major Diameter is the largest diameter on the thread and is measured from the thread crest to crest (peak of the thread).
Pitch
This is the distance (mm) from one thread to the next, this can be measured from tip to tip or groove to groove. Pitch can also be defined as TPI, which stands for threads per inch.
Minor Diameter
Minor Diameter is the smallest diameter on the thread and is measured from the thread root to root (Bottom of the thread).
Thread Angle
The angle between the thread faces. 60 degrees in the example above.
Right-Hand Thread
The thread will assemble when rotated clockwise. "righty tighty lefty loosely"
Left-Hand Thread
The thread will assemble when rotated counter-clockwise.
Frequently asked questions
To speed up the quote process, try to follow the guidelines below during your request

Bespoke quote in 24 hours
Get It Made is proud to provide a human service. Get a quote and free design review by an experienced engineer to see how we make manufacturing simple.