7 Common Defects with Injection Moulding and How to Avoid Them
Learn more about common injection moulding defects and how to redesign your parts to avoid them.

With its ability to produce a high volume of plastic parts inexpensively, Injection Moulding is often a common manufacturing solution for many engineers. However, without proper attention to the design of components, there are risks associated with the process.
Injection Moulding can occasionally produce results with defects. Some types of defects are more serious than others, and the prevalence of defects does depend on the nature of the part and the type of plastic used. However, by paying close attention to the design of components, there are ways in which designers and machine operators can avoid and reduce the effects of defects.
Read our guide below to learn of common defects with Injection Moulding and, more importantly, how to avoid them.
{{cta-banner}}
Flow lines
Flow lines are streaks or patterns that are off toned in colour. They may also appear as ring-shaped bands on the plastic product’s surface, commonly near the gate (the entry point of the molten plastic into the mould).
Flow lines may be acceptable for some parts that are not visible to the consumer. However, flow lines can be unsightly and often unacceptable, especially if the final product has high aesthetic standards. The flow lines patterns are often unpredictable and can stand out due to their colour differentiation.
Flow lines are caused due to the varying cooling rates and flow velocities within the molten plastic flowing through the mould. These variations in plastic flow create small bands of molten plastic, which later solidify. Often moulds with complicated designs will see the molten plastic change direction due to contours and bends inside the injection moulding tool. As the plastic passes through these sections with varying speeds, occasionally, the plastic will cool too quickly. Varying wall thicknesses can be another cause of flow marks, with the plastic solidifying at varying rates.
There are several ways flow marks can be avoided, including:
- Increasing the speed and pressure of injection, thus helping to maximise uniform filling and cooling of all cavities simultaneously.
- Redesigning the mould to avoid sudden flow direction changes.
- Redesigning the gate location / increasing the gate cross-section area.
- Increasing the temperature of the molten plastic, ensuring that the plastic stays at a higher temperature when filling the mould.
- Increasing nozzle diameter & temperature.
- Increase mould pressure.

Burn Marks
Burn marks are discolouration in the final plastic product, on the surface or edge. They are usually rust or dark brown in colour.
Widely speaking, burn marks in injection moulding do not affect the part integrity; however, they can lessen the quality of the finished product aesthetically speaking.
The usual causes of burn marks are due to trapped air or the plastic becoming overheating in the heated barrel or nozzle, which in turn causes burn marks in the final part.
Preventative methods include:
- Lowering the overall temperature of the melting stage to prevent overheating completely.
- Reducing the resin injection speed, as this limits the risk of air becoming trapped inside the mould.
- Enlarging the gas vents & gates as this allows trapped air to escape the mould.
- Shortening the overall mould cycle time so that the trapped air or resin doesn’t have time to overheat.
- Optimise the venting and degassing system.
Warping
Warping is the name given to the deformation in injection moulded products.
As molten plastic cools, the plastic contracts and reduces in size. As different areas of the mould cool at different rates, the plastic can shrink unevenly, causing variations in stress within the cooled part.
This stress results in bending and twisting of the finished part as it cools. For example, a flat part that has warped will no longer be flat. The problem is exacerbated when the plastic cools too quickly. Excessive temperatures and low thermal conductivity of the molten material can also worsen the problem considerably. Other causes of mould design warping can include irregular wall thickness, which can cause variations in cooling rates.
How to prevent warping in injection moulding
- Always aim to ensure that the cooling process is gradual and long enough to avoid uneven stresses on the material.
- Lowering the temperature of the material or mould is another way you can prevent warping, to prevent such rapid temperature change.
- Another option is to switch the material you’re using, choosing a polymer that shrinks less during cooling. This may be particle-filled thermoplastics or semi-crystalline materials.
- Redesigning the mould is another solution to ensure maximum wall thickness and part symmetry. The more symmetrical the part, the greater stability during cooling.
Surface delamination
Surface delamination in injection moulding occurs when thin layers on the polymer surface easily separate or peel off. This is called delamination and is characterised by a flaking surface layer.
Surface delamination is a serious injection moulding defect, as it affects the strength of the final component, weakening it significantly.
The common cause is, in fact, contamination of resin pellets or other base materials in the molten plastic mix. This foreign material does not bond with the original plastic material used in the mould. The two types are incompatible, causing this defect. Another cause is excess moisture or improper drying of the plastic.
There are several ways to prevent surface delamination, including;
- Increasing the mould temperature.
- Pre drying the material properly, as this removes any excess moisture.
- Ensure workers store and handle the plastic with the utmost care, avoiding cross-contamination of different polymers.
- Redesigning the mould with a focus on the injection nozzle limits the dependence on the release agents.
- Smooth the corners and turns in the mould design, as this reduces the sharp changes of direction for the flow of the mould.
- Focus on the ejection mechanism in the mould design, as this reduces the dependence on mould release agents, which can cause contamination.
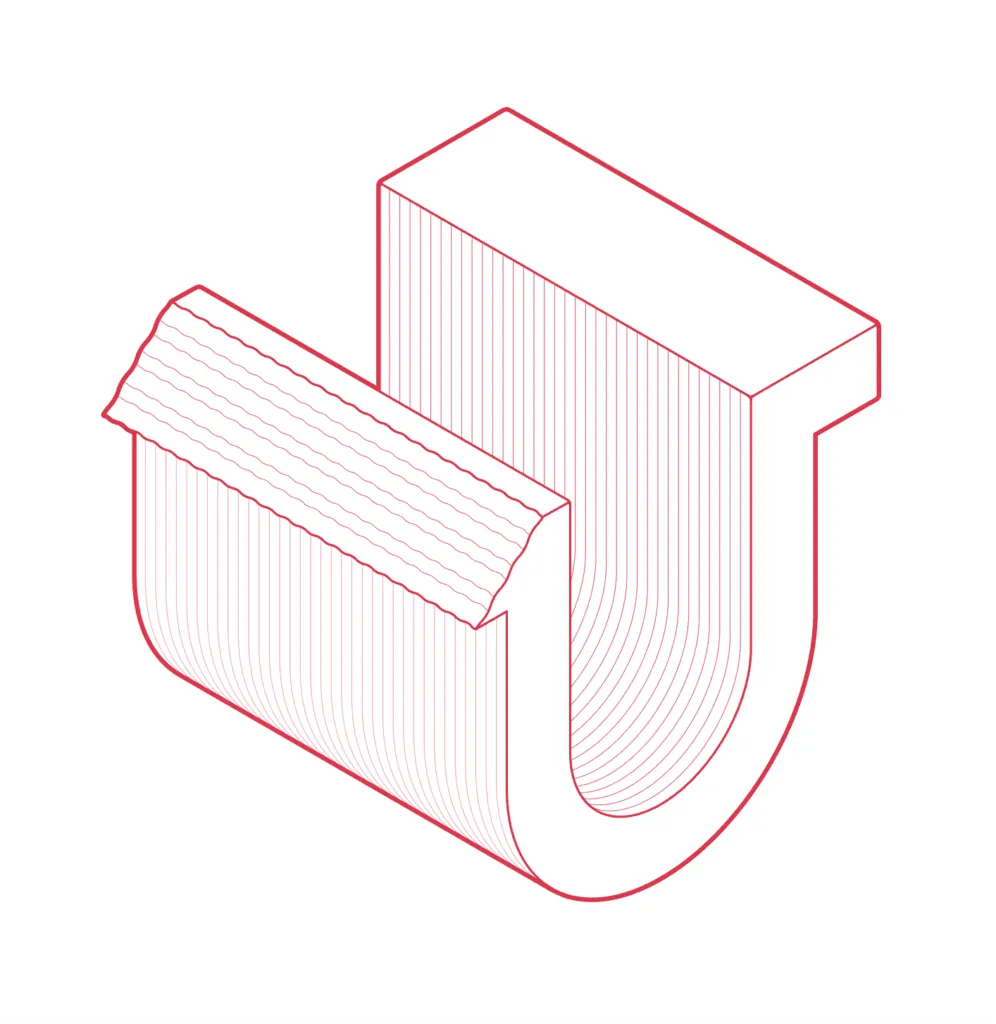
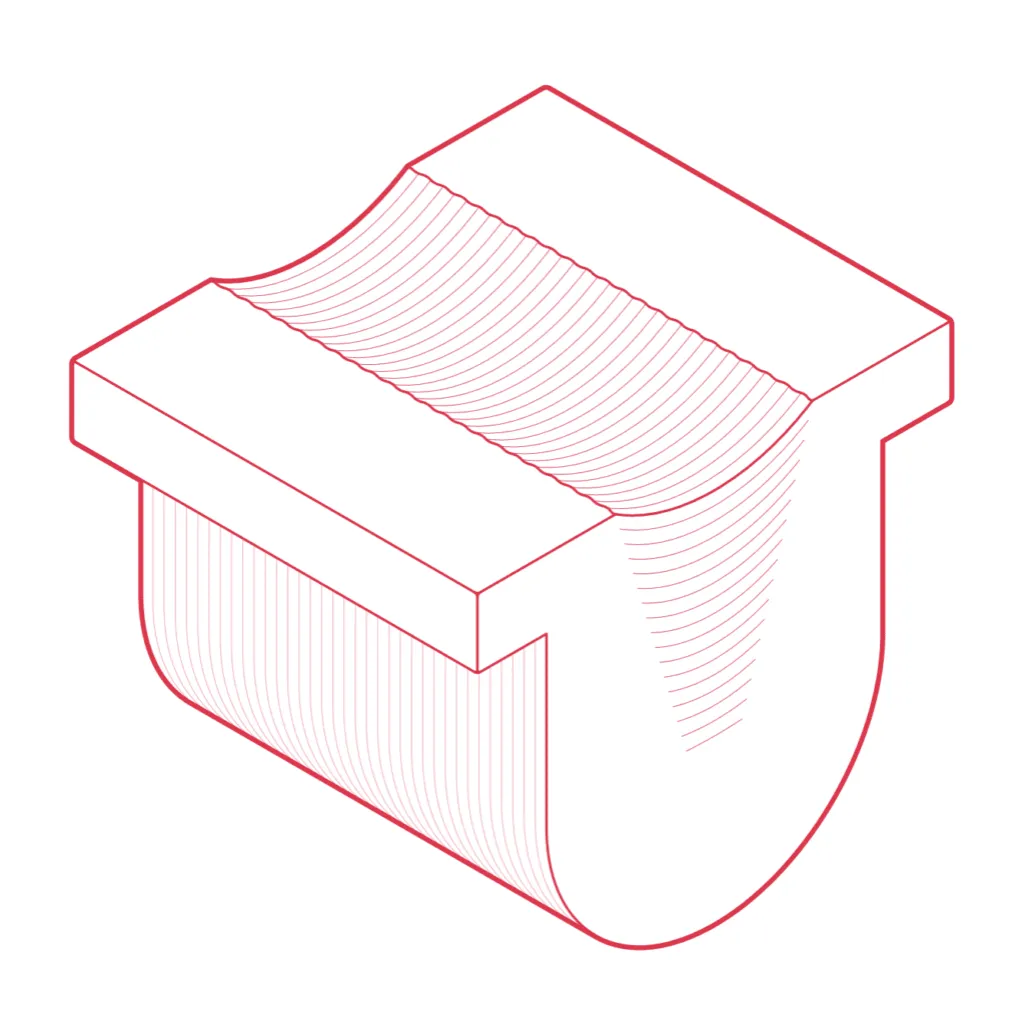
Short shots
During the injection moulding process, molten plastic material occasionally does not fill the whole mould. If the mould cavity is not full, then the final product will have defects and be incomplete after it cools and solidifies. This process is called ‘short shot’- it is a pivotal defect, which seriously impacts the functionality of the finished product.
What are the main causes?
One of the main causes is blocked passages in the mechanism or a defect with the gate. Short shots occur if the gates narrow, if the material is too viscous, or additionally if the mould isn’t the right temperature.
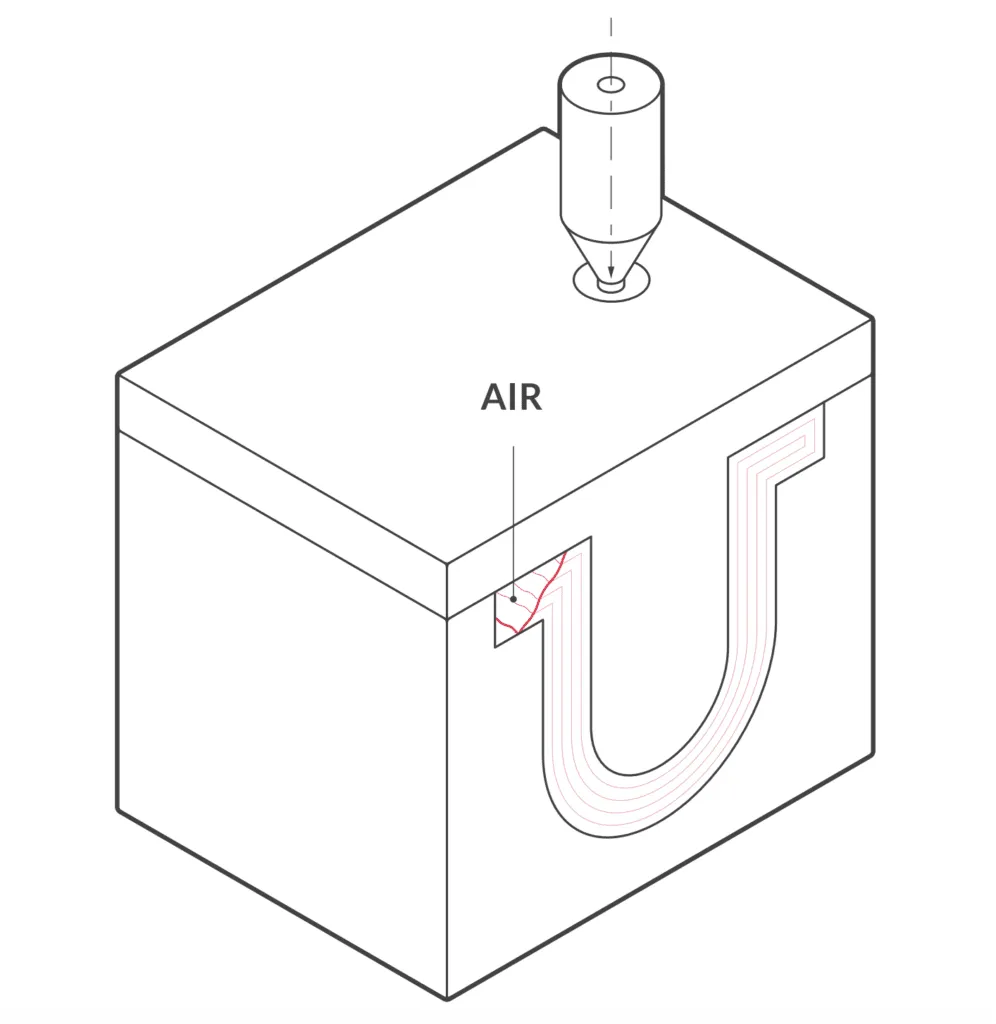
Trapped air can be another cause of short shots, as the trapped air bubbles in the material affect the flow of the molten plastic.
Another potential cause for short shots is insufficient pressure during the injection of the material.
How to prevent short shots
- Consider redesigning the mould. The molten plastic will have better flow through the mould design with wider gates or channels.
- Increase the pressure of injection or speed of injection to ensure a more efficient flow before the material solidifies in the mould.
- Choose a less viscous plastic.
- Add more vents to the mould, allowing any trapped air to escape.
Sink Marks
Sink marks are small depressions or dents in an otherwise flat surface of an injected moulded part. Sink marks are often caused by overly thick wall sections, where the molten plastic at the inside of the section pulls material inward as it cools at a slower rate, causing a noticeable defect. Sink marks can be particularly detrimental to high-quality products where an impeccable finish is required.
Sink marks are mainly caused when molten plastic cools too slowly. This is unlike other defects, which are more common due to the plastic cooling too fast. Sink marks are caused by material that takes too long to cool; the resulting shrinkage pulls materials inwards before it has cooled to form the final shape.
Sink marks are more likely to appear in thicker parts of a component.
How to avoid sink marks
- By increasing the holding pressure & time to allow the material near the parts’ surface to cool
- Increasing the cooling time, which limits shrinkage
- Designing the mould with thinner walls, allowing for a faster cooling near the surface
Jetting
Jetting is a deformation within a moulded component when a jet of molten material solidifies before the cavity is full. This initial jet sets before the rest of the molten plastic have had time to solidify.
Aesthetically, jetting appears as a squiggly line on the surface of the injected mould. The line will usually start from the initial gate of injection. This visible flow pattern can also cause substantial weaknesses.
One of the main causes of jetting is excessive injection pressure. When the molten resin is injected through a small nozzle at extremely high pressure, the liquid will enter rapidly through the gate rather than filling the cavity gradually and evenly. Jetting can also occur when the melt temperature is too low, as the viscosity of the molten plastic becomes too high, increasing the resistance through the nozzle.
This initial plastic jet cools against the mould walls, solidifying as the remaining resin pushes into the mould. This action leaves impressions on the surface of the finished part.
How to prevent jetting
- Reduce the injection pressure considerably to ensure the even injection of the material into the mould.
- Increase the melt and mould temperatures to prevent the initial material from solidifying too early.
- Position the gate(s) optimally, so that the material will fill the whole mould when injected.
- Increase the gate size to increase material flow.
For more information about Get It Made’s range of services, click here. Head to our technical toolbox for industry insights. Want to learn more? Give us a call on +44 020 3286 6002 or arrange a 24-hour quote.
Leave it to our manufacturing specialists
Get a 24 hour, engineer made quote and design review to start your manufacturing project off on the right foot

Get your production-ready quote in 24 hours
All projects are reviewed by real engineers to ensure accuracy, catch mistakes and unlock DFM improvements






Our services
From 3D printing to CNC machining, we’re experts in manufacturing bespoke precision parts on tight time-frames


Other services
It’s rare you only need CNC machining services. We offer 3D printing, moulding, casting, extrusion, fabrication, assembly, welding & more.
Get your production-ready quote in 24 hours
All projects are reviewed by real engineers to ensure accuracy, catch mistakes and unlock DFM improvements
Working with Get It Made for all our prototyping was an absolute pleasure. Next to immediate response, fast lead times, often arriving before the stated date. Their attention to detail and customer service were second to none. and all at the most competitive price point that could't be beaten in the U.K.


Get It Made are at top of their game when it comes to reliability and quality. We trust Get It Made to deliver parts on time and within tolerance. We can't speak highly enough of their customer service. Get It made are quick to reply to enquiries and keep you well informed throughout the whole process.


Get It Made were able to deliver an accurate and quick service delivering a set of high fidelity prototypes expertly finished, ready for user testing. They offered a range of fabrication options and materials to choose from, tailoring the service to our specific budget, timeframe and material requirements. Can't recommend enough.


Get It Made have over the years been able to take on from simplest to the most complicated of jobs with ease, providing expert advice, good prices and reliable lead times. No job has been too big or too small, either in size or volume. We would strongly recommend Get It Made; you won't be disappointed!


We initially started working with Get It Made, as we needed a high quality product developed within a very short lead time. The entire process went very smoothly and we received the products ahead of schedule. We were pleased with the final results and we found working with Luke very easy, as he offered good technical advice.

When we were looking to have parts manufactured, we had tight deadlines with an even tighter budget. Get It Made understood our constraints and worked with us closely to get our parts to a higher standard than we expected. I can not recommend Get It Made enough. They are professional, communicative, and the parts are fantastic.


The Get It Made team are very responsive and knowledgeable, fully owning a project throughout, providing superb communication. Transparent pricing structure and rapid quotation turnaround is by far the quickest I've experienced, reducing time to manufacture. Get It Made are a pleasure to work with.

Bespoke quote in 24 hours
Get It Made is proud to provide a human service. Get a quote and free design review by an experienced engineer to see how we make manufacturing simple.