3D printing by reliable experts
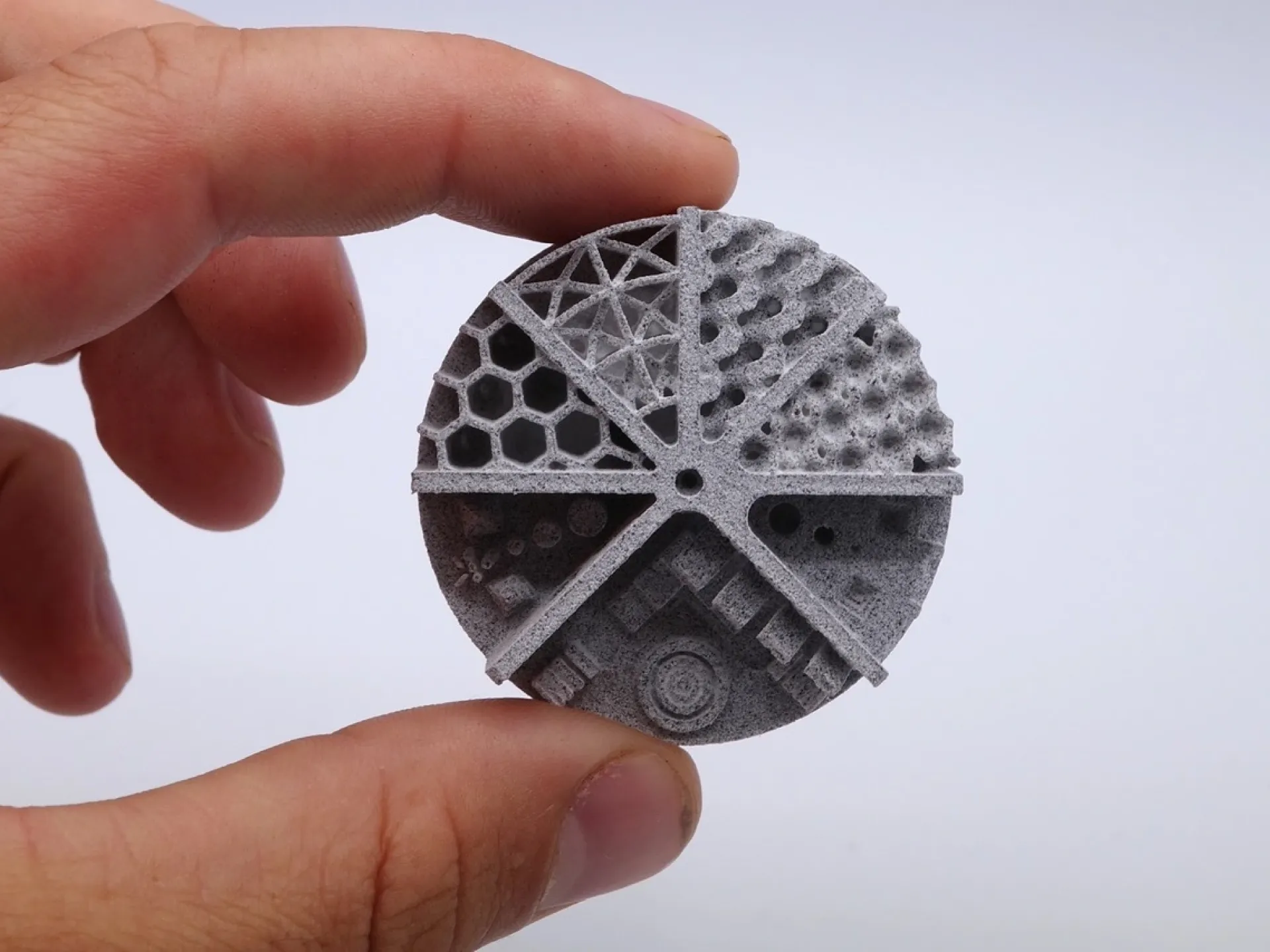
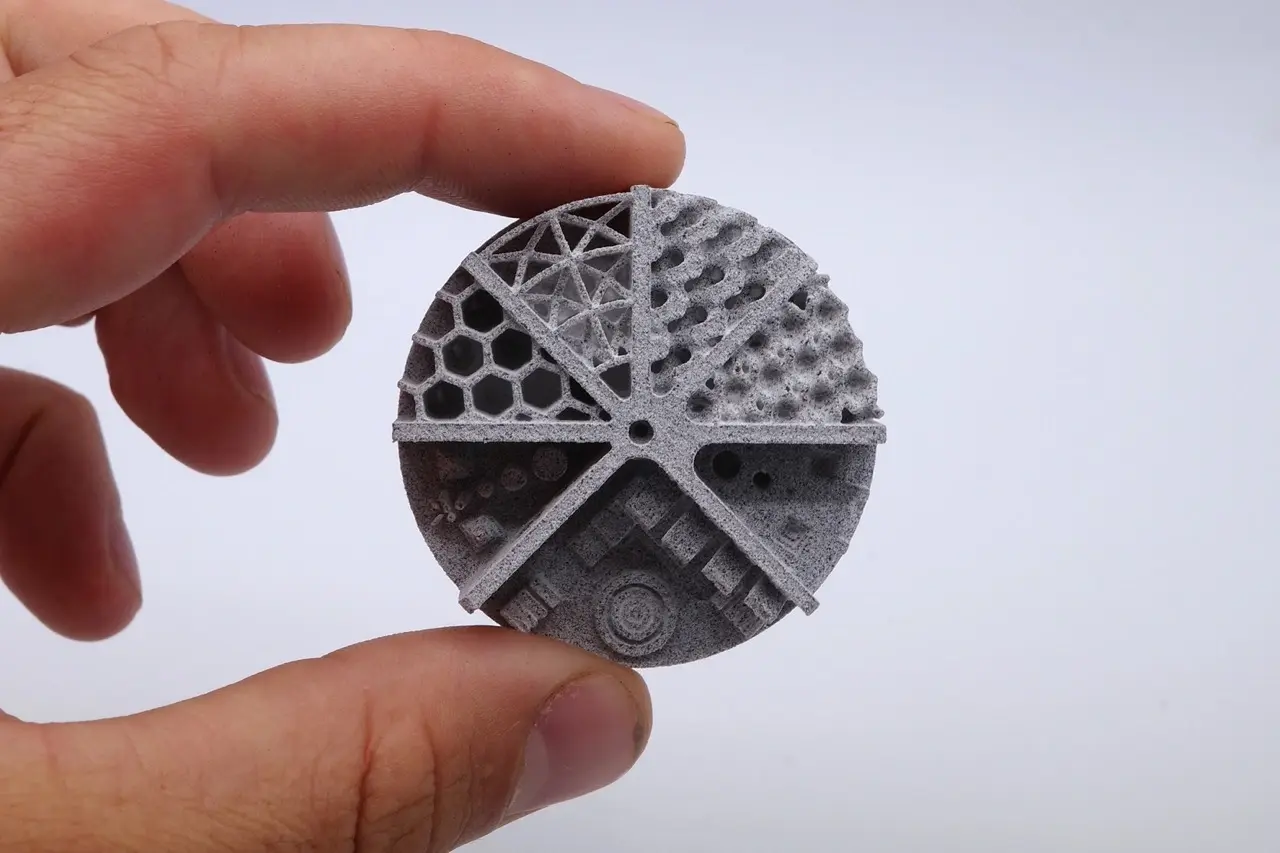
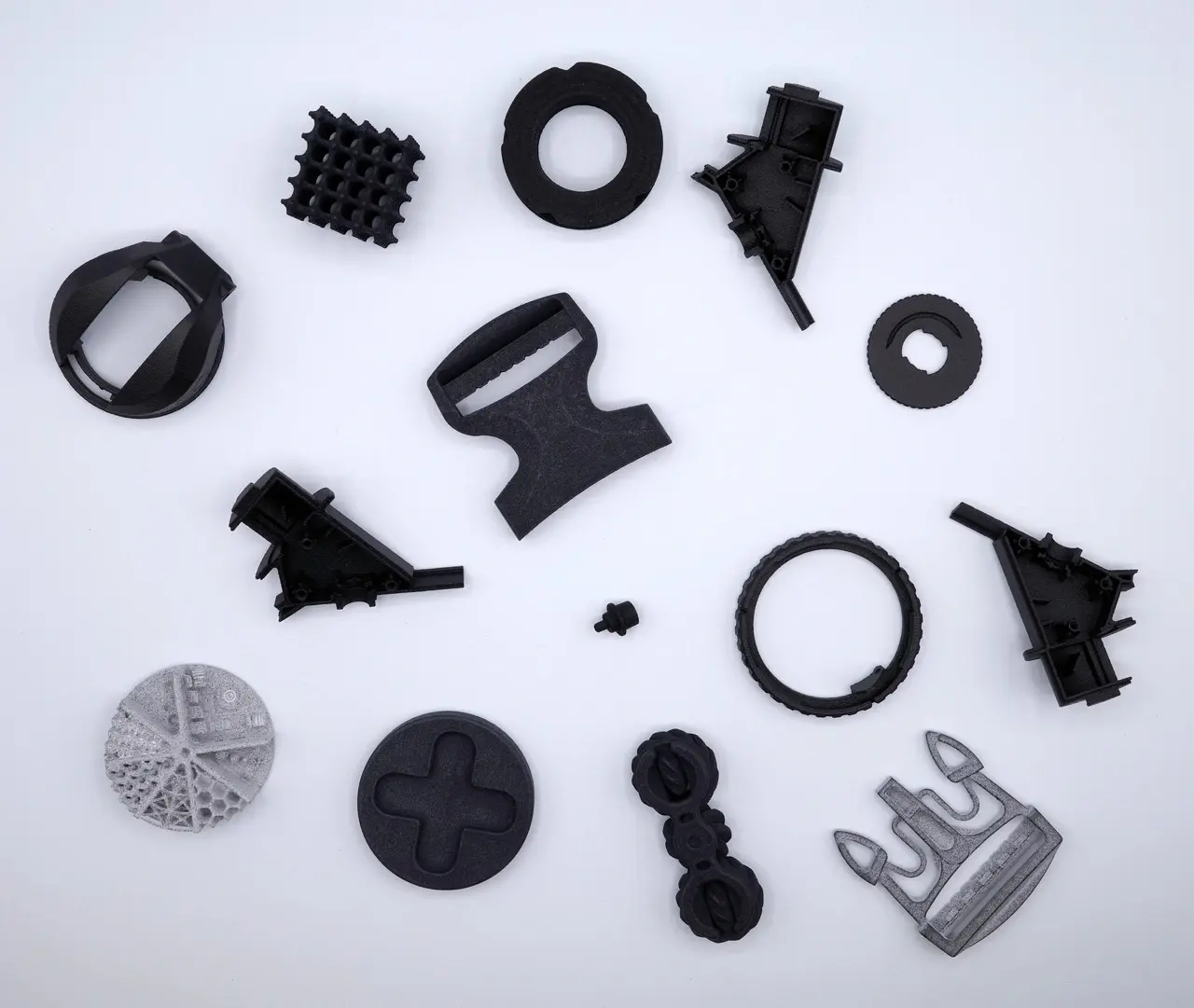
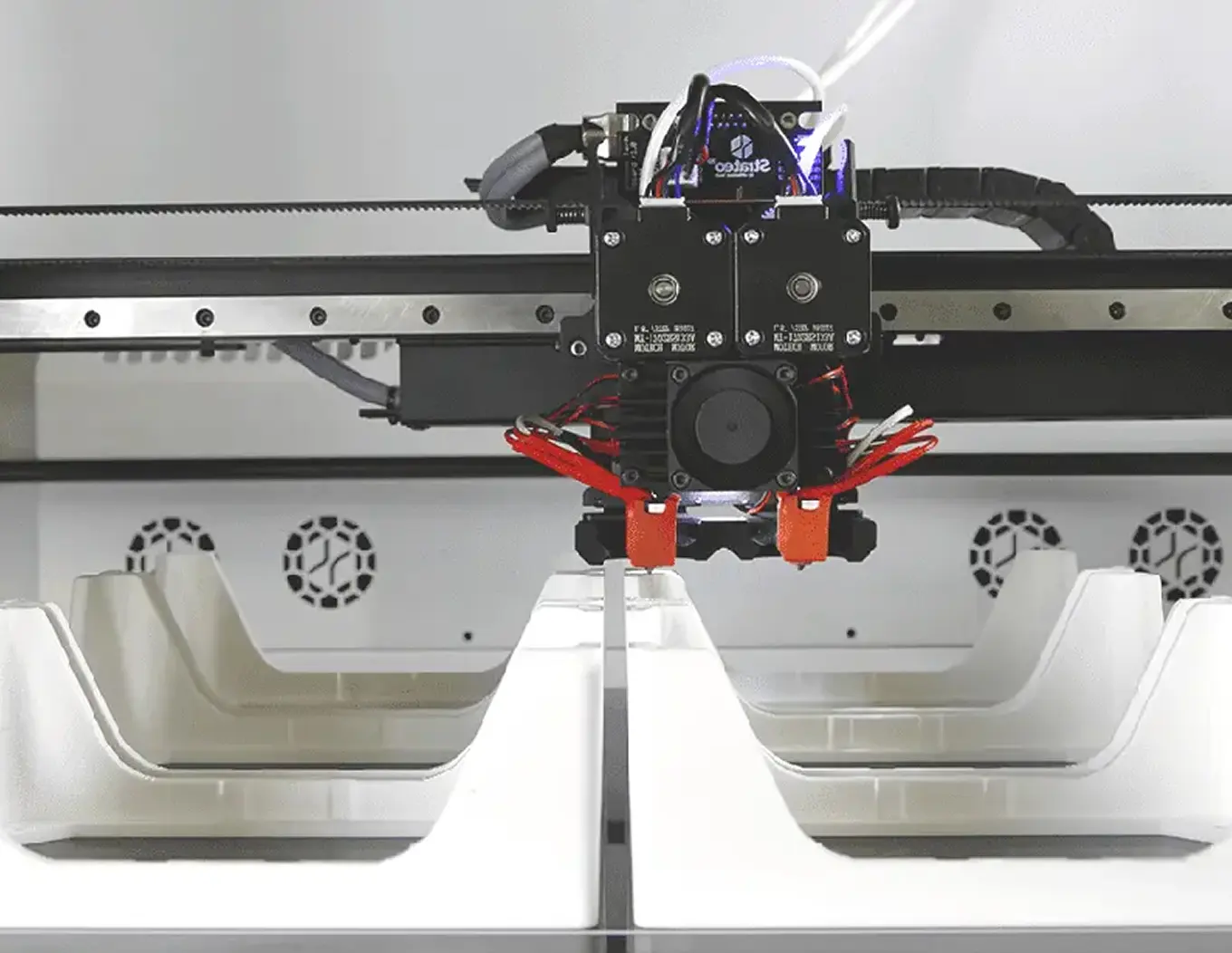
Get It Made has the capability, capacity and expertise to produce bespoke 3D printed parts for a wide range of applications. With state-of-the-art machinery capable of producing both metal and plastic parts, Get It Made is your additive manufacturing partner.
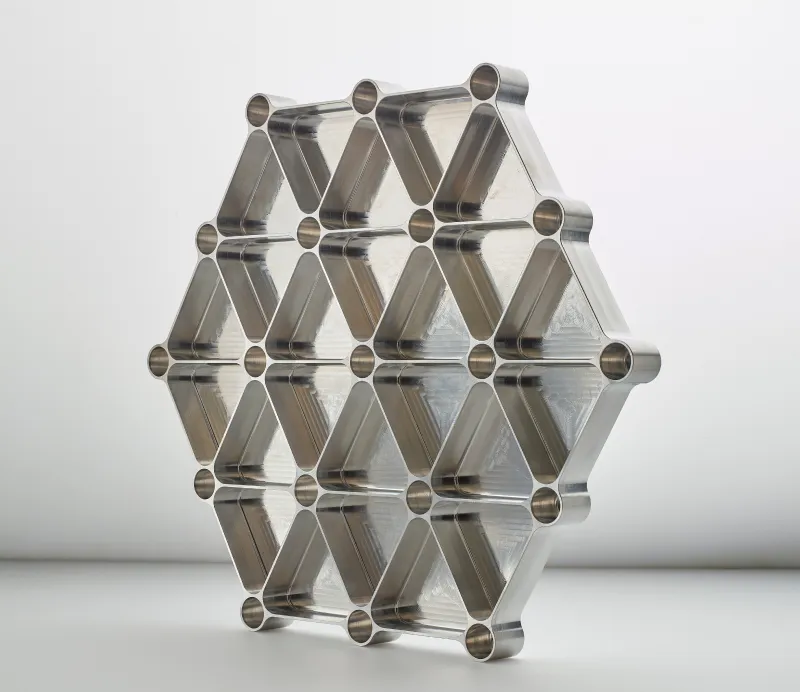
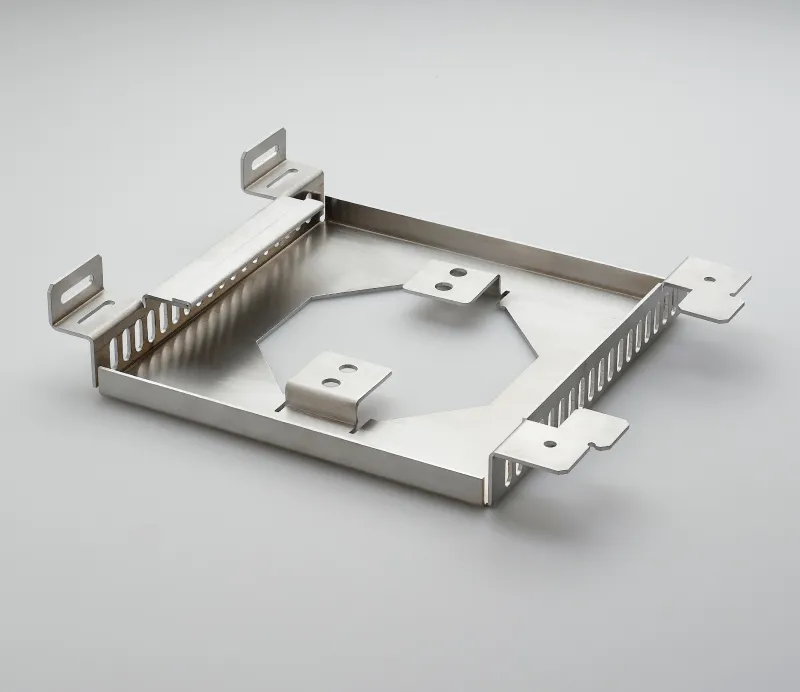
Additive Manufacturing is the perfect solution for low volume, high complexity parts. Our partner factories produce exceptional parts at competitive prices. Simply tell us what you need then trust Get It Made to manage the whole process for you.